Холодная установка резьбовой шпильки вместо сварки: когда это оправдано

В листовом металле часто нужно получить выступающую резьбовую точку: для крепления кожуха, платы, кронштейна, направляющей, панели, экрана или монтажной планки. Привычный путь — приварить шпильку. Решение понятное и во многих случаях рабочее, но не всегда удобное: сварка требует отдельной операции, квалифицированного исполнителя, контроля нагрева, зачистки, защиты поверхности и иногда последующей обработки.
Поэтому в тонколистовых изделиях всё чаще рассматривают холодную установку крепежа. Запрессовочная шпилька устанавливается в подготовленное отверстие под действием усилия пресса. Материал листа пластически деформируется вокруг посадочной части крепежа и фиксирует шпильку без сварки. В результате на детали появляется резьбовой стержень, который можно использовать для дальнейшей сборки.
Это не значит, что запрессовочная шпилька всегда лучше приварной. У каждой технологии есть свои границы. Приварка остается надежным решением для силовых и толстостенных узлов. Но там, где важны чистая поверхность, отсутствие термического влияния, повторяемость операции и скорость сборки, холодная установка может быть выгоднее. Правильная технология просто оказывается на своем месте.
Как работает запрессовочная шпилька
Запрессовочная шпилька — это крепежный элемент с резьбовым стержнем и специальной посадочной частью. В детали делают отверстие нужного диаметра, затем шпильку устанавливают и запрессовывают с заданным усилием. Металл вокруг отверстия обжимает посадочную часть и заходит в рельеф, канавки или поднутрения крепежа.
После установки шпилька удерживается в листе за счет механической фиксации, а не за счет расплавления металла. Узел формируется без сварочной ванны, окалины и зоны термического влияния. Для тонкого листа это особенно важно: перегрев может привести к короблению, прожогу, изменению внешнего вида или повреждению покрытия.
Чем холодная установка отличается от приварки
Приварная шпилька соединяется с деталью за счет сварки. Это может быть контактная, дуговая или другая приварка, но в любом случае в узле появляется нагрев. Иногда он допустим и не создает проблем, но в тонком листе и на лицевых поверхностях последствия могут быть заметными.
Холодная установка работает иначе. Шпилька не расплавляется и не приваривается к основе. Она фиксируется в листе за счет деформации материала. Поэтому деталь не получает локального перегрева, а поверхность вокруг крепежа остается чище. Это удобно, если изделие уже имеет покрытие или если нельзя допустить следы сварки, прожоги, потемнения и зачистку.
Отличается и организация процесса. Для сварки нужен сварочный пост, оборудование, подготовка поверхности, контроль режима и часто отдельный специалист. Для запрессовки нужен пресс, правильная оснастка и соблюдение параметров установки. В серии такая операция становится более повторяемой, меньше зависит от человеческого фактора и проще встраивается в поток.
Где запрессовка выгоднее
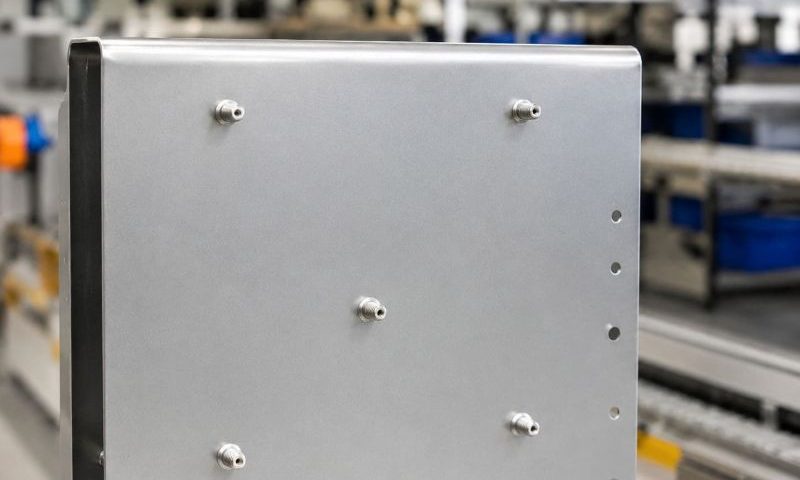
Холодная установка особенно полезна в производстве тонколистовых корпусов: шкафов управления, приборных корпусов, панелей электроники, серверных шасси, монтажных пластин, кожухов станков и оборудования. В таких изделиях нужна аккуратная внутренняя или наружная резьбовая точка, но сварка может испортить внешний вид или добавить лишнюю обработку.
Запрессовочная шпилька выгодна там, где важна лицевая сторона детали. При приварке на обратной или лицевой поверхности могут появляться следы нагрева, вмятины, окалина или зоны, требующие зачистки. Если изделие потом окрашивается, порошково покрывается или должно иметь чистую декоративную поверхность, лишние операции быстро превращаются в затраты.
Еще один сценарий — детали с покрытием. Сварка обычно требует чистого металла в зоне соединения и может повредить защитный слой. Холодная установка позволяет поставить крепеж без разрушения поверхности нагревом. Отверстие всё равно должно быть подготовлено правильно, но сама операция проходит без сварочной температуры.
Запрессовка удобна и там, где невыгодно держать отдельную сварочную операцию ради небольших шпилек. Если речь идет о десятках или сотнях одинаковых точек в смену, прессовая установка может быть быстрее и стабильнее. Качество посадки проще проверять по понятным признакам: положение, перпендикулярность, отсутствие перекоса и прочность удержания.
Экономия цикла и отсутствие нагрева
Экономия времени при холодной установке складывается не только из самой операции запрессовки. Она появляется за счет исключения сопутствующих действий: подготовки к сварке, зачистки, удаления брызг, контроля следов нагрева, восстановления покрытия и исправления деформаций. Если сравнивать только секунды установки одной шпильки, картина будет неполной.
В серийной работе важна повторяемость. Оператор устанавливает шпильку в отверстие, пресс выполняет осадку с заданным усилием, результат получается одинаковым от детали к детали. Чем меньше ручного регулирования, тем легче нормировать процесс и контролировать качество. Именно такие стабильные операции спасают производство от хаоса.
Термическое влияние — один из главных аргументов против приварки в тонком листе. Нагрев может изменить геометрию детали, особенно если лист тонкий, площадь большая или рядом есть гибы, отбортовки, отверстия и точные посадочные места. Иногда деформация небольшая, но ее хватает, чтобы крышка перестала ровно прилегать, а панель начала «играть».
Холодная установка не нагревает деталь до сварочных температур. Это снижает риск коробления, изменения структуры металла и повреждения покрытий. Для корпусов электроники, приборных панелей, декоративных кожухов и изделий с требованиями к внешнему виду это может быть решающим фактором.
Требования к отверстию и листу
Запрессовочная шпилька требует точной подготовки отверстия. Диаметр должен соответствовать типу крепежа и материалу детали. Если отверстие слишком маленькое, установка может повредить лист или саму шпильку. Если слишком большое, материал не обеспечит нормальную фиксацию, и шпилька может провернуться или выдавиться под нагрузкой.
Важна и толщина листа. У каждого крепежа есть допустимый диапазон применения. Если лист слишком тонкий, металла может не хватить для надежной обжимки посадочной части. Если слишком толстый или неподходящий по твердости, установка будет неполной или потребует усилий, на которые крепеж не рассчитан.
Также нужно учитывать расстояние от отверстия до края детали, до гиба, до соседних отверстий и других крепежных точек. Если разместить шпильку слишком близко к краю, лист может деформироваться или потерять прочность в зоне установки. На чертеже это выглядит как маленькая точка, а на производстве превращается в вопрос: кто решил, что металл умеет держаться на честном слове.
Когда приварка остаётся правильным выбором
Приварная шпилька может быть правильным решением для толстых деталей, силовых узлов, конструкций с высокими нагрузками, мест, где материал плохо подходит для запрессовки, или там, где технология сварки уже отработана и не создает проблем.
Если изделие не боится нагрева, поверхность потом всё равно обрабатывается, а сварочный процесс встроен в производство, приварка может быть экономически оправданной. Особенно если требуются нестандартные шпильки, особые длины, высокая несущая способность или работа в условиях, где механической посадки недостаточно.
Правильный выбор не в том, чтобы заменить сварку везде. Правильный выбор — понять, где сварка действительно нужна, а где она стала привычкой. Иногда производство продолжает варить мелкие резьбовые элементы просто потому, что «так всегда делали». Это древний и очень дорогой вид технологической магии.
Поверхность и контроль качества

Для многих корпусов и панелей внешний вид важен не меньше прочности. На лицевой стороне не должно быть следов прожога, вмятин, потемнений, следов зачистки или неровностей под покрытием. Даже если изделие не декоративное, плохая поверхность усложняет окраску и может стать причиной брака.
Запрессовочная шпилька позволяет получить резьбовую точку с обратной стороны листа, сохранив лицевую поверхность более аккуратной. Это важно для приборных панелей, шкафов автоматики, металлических корпусов, оборудования для общественных пространств и изделий, где внешний вид влияет на приемку.
После запрессовки проверяют несколько параметров. Шпилька должна стоять перпендикулярно поверхности, не иметь заметного перекоса, не проворачиваться и не выдавливаться при рабочей нагрузке. Визуально оценивают посадку, прилегание, состояние листа вокруг отверстия и отсутствие трещин или чрезмерной деформации.
Как заложить шпильку в конструкцию
Конструктору нужно указать не только резьбу и длину шпильки. В документации должны быть понятны тип крепежа, материал детали, толщина листа, диаметр отверстия, расстояние до края, сторона установки и требования к контролю. Если изделие будет окрашиваться или покрываться, важно решить, на каком этапе устанавливается шпилька: до покрытия или после.
Технологу нужно определить оборудование, оснастку, усилие запрессовки, порядок операции и способ проверки. Снабжению важно передать точное обозначение крепежа, а не формулировку «шпилька примерно такая, маленькая, для запрессовки». Склад не умеет читать мысли конструктора, хотя многие заявки явно пишутся с верой в обратное.
В каталогах промышленного крепежа такой элемент обычно обозначается как запрессовочная резьбовая шпилька, то есть резьбовой крепеж для холодной установки в подготовленное отверстие листового материала. В конструкции его рассматривают не как замену любой сварке, а как отдельную технологию получения резьбовой точки.
Типовые ошибки
Первая ошибка — выбирать шпильку только по резьбе и длине. Нужно учитывать материал и толщину листа, отверстие, усилие установки, расстояние до края и условия работы соединения.
Вторая ошибка — переносить логику приварной шпильки на запрессовочную. Если раньше шпильку просто приваривали в нужной точке, это не значит, что туда же без изменений можно поставить запрессовочный крепеж. У холодной установки есть требования к зоне вокруг отверстия и к доступу для пресса.
Третья ошибка — игнорировать твердость материала. Запрессовочная шпилька должна устанавливаться в материал, который способен пластически деформироваться вокруг крепежа. Если лист слишком твердый или неподходящий, посадка может получиться слабой.
Четвертая ошибка — не проверять готовый узел на проворот и выталкивание. Внешне шпилька может выглядеть установленной, но при затяжке начать проворачиваться. Особенно после окраски или финальной сборки.
Вывод
Запрессовочная шпилька выгодна там, где нужно получить резьбовую точку в листовом металле без сварки, нагрева и лишней обработки поверхности. Она хорошо подходит для корпусов, кожухов, панелей, шкафов, монтажных пластин и серийных изделий, где важны аккуратный внешний вид, повторяемость операции и сокращение ручных процессов.
Приварная шпилька при этом остается нужной технологией для узлов, где требуется сварное соединение, высокая несущая способность или работа с материалами и толщинами, неподходящими для запрессовки. Холодная установка не отменяет сварку, а дополняет ее там, где сварка избыточна или неудобна.
Если заранее учесть толщину листа, диаметр отверстия, материал, усилие установки, расстояние до края и требования к контролю, запрессовочная шпилька становится не просто крепежом, а способом упростить производство. А это редкий случай, когда маленькая деталь действительно помогает убрать из процесса лишний нагрев, лишние операции и лишние поводы для производственной драмы.
Comments are closed.